Can my product be used in this environment for a certain number of hours, days, or years? What is its expected lifespan if it is exposed to these specific types of conditions?
In answering these questions, time-based notions of quality are relevant to reliability testing. Combining the two helps to identify and estimate the overall lifetime of a product by exposing it to various environmental conditions. There are many tools and methods (statistical and non-statistical) available for estimating the lifetime of a product, but which one should you use?
The following article will answer this question by first explaining what reliability testing is and then the various types of testing involved.
1. What is Reliability Testing?
We are familiar with quality control testing, which is the quality testing inspection of products to find defects. However, the goals of reliability testing can be summarized as follows:
- Test the durability of the product under specific conditions,
- Determine the failure rate
- if applicable, suggest preventive measures that can improve product reliability and longevity.
In short, reliability testing, such as quality control testing, is performed to ensure that a product meets its reliability requirements. The next step for a product to meet its reliability requirements is to pass a reliability testing program consisting of a series of comprehensive tests.

2. Reliability Test Program
The Reliability Test Plan integrates three types of testing: Reliability Development/Growth (RD/GD), Reliability Qualification (RQ), and Product Reliability Acceptance Testing (PRAT).
1) Reliability Development/Growth Testing
Reliability Development/Growth (RD/GD) testing attempts to achieve certain reliability goals by identifying defects and systematically eliminating them through a series of tests.
Described below are two evaluation methods in Military Manual MIL-HDBK-781: Reliability Test Methods, Plans, and Environments for Engineering Development and Production. MIL-HDBK-781 specifies these methods for use in RD/GD testing. (Additional information on MIL-HDBK-781 is discussed in the second part of this article.)
- Duane’s method
Duane’s method is a non-statistical method that uses graphical techniques. At each failure, calculate the cumulative test time and plot the cumulative failure rate (total failures/total test time) against the cumulative time. Based on the graph, we can determine the growth rate.
- Army Materiel Systems Analysis Agency (AMSAA) method
AMSAA uses a statistical approach assuming that reliability growth is a non-homogeneous Poisson process in which the number of failures within a time interval (or cycle, mile, etc., as the case may be) is random Variables following a Poisson distribution.
2) Reliability qualification test
In the reliability qualification test phase, the product is tested under specific conditions to determine whether it meets the specified reliability requirements. If the product meets the requirements, it can be approved for production.
Note: When planning reliability qualification testing, it is best to ensure that the configuration is representative of the production unit.
3) Product Reliability Acceptance Test
Once a product is approved for production, the next step is to perform Product Reliability Acceptance Testing (PRAT). The purpose of PRAT is to detect any inherent degradation in product reliability during production.
NOTE: During PRAT, cumulative product run time and product failures should be recorded and plotted on a graph for acceptance and rejection of the product.
3. What tests to use and how to perform them?
In this section, we will briefly describe the types of tests to be performed and how.
A good reference guideline document is Military Handbook MIL-HDBK-781: Reliability Test Methods, Plans, and Environments for Engineering Development and Production (mentioned earlier in the RD/GD testing section). Although MIL-HDBK-781 was primarily developed for defense contract procurement, many test methods, plans, and environments can be customized to accommodate other products and equipment.
While test conditions and test levels are determined by the product’s useful life, MIL-HDBK-781 specifies that testing should be performed under the combined effects of electrical input, temperature, vibration, and humidity stress.
1) MIL-HDBK-781: Equipment Classes
Before deciding on the type of testing to perform, it is important to identify the appropriate device category for the product being tested. Six (6) broad categories of equipment are defined in MIL-HDBK-781 (see below) to help specify the operating requirements to be used.
- Category 1: Fixed ground equipment (equipment is usually located in a controlled environment within a building)
- Category 2: Mobile ground equipment (including wheeled vehicles, tracked vehicles, shelter configurations, and backpacks)
- Category 3: Shipborne Equipment
- Category 4: Jet Aircraft Equipment
- Category 5: Turboprop and Helicopter Equipment
- Category 6: External Stores for Missiles and Assemblies
Once the device category is determined, product testing can begin.
2) Joint Environmental Reliability Test
The purpose of the Combined Environmental Reliability Test (CERT) is to evaluate the reliability of the product in the environment in which it will be used. With CERT, products are exposed to a variety of environmental factors, including vibration, heat (temperature), and humidity; the duration and number of test cycles (fatigue tests) depend on the type of product (i.e., device category).
- Vibration stress
When evaluating vibration stress testing, if the device is not packaged specifically for shipping, the device should be tested with a single frequency sine wave of 2.2g for 20 minutes at a non-resonant frequency between 20Hz and 60Hz prior to commencing reliability.
- Thermal Stress
For thermal (temperature) stress testing, the device shall be subjected to a specific ambient temperature (no cycling temperature requirement). A cold soak temperature of -54C and a hot soak temperature of +85C can be added to the profiles if desired.
- Humidity stress
Humidity testing is not performed unless specifically requested.
- Electrical Stress and Duty Cycle
The equipment shall be operated at a nominal voltage 50% of the time and 25% of the time at a minimum and maximum voltage respectively. The device duty cycle should be on for approximately 90% of the test cycle. (Learn about electrical compliance testing.)
- Period
The duration of a profile is usually 24 hours or fractions thereof that are divisible.
Products tested under higher-than-required limits in environmental conditions may lead to the discovery of defects and improvements to the overall design and reliability of the product. (The next section, Environmental Stress Screening, describes this type of testing.)
NOTE: MIL-HDBK-781 specifies CERT for all six device classes.
4. Environmental stress screening
Reliability testing also includes Environmental Stress Screening (ESS). ESS is a process in which a product is exposed to higher levels of vibration, heat, humidity, and electrical stress, which can lead to design flaws and/or early failure signatures.
The concept of ESS can be explained by the bathtub curve shown below.
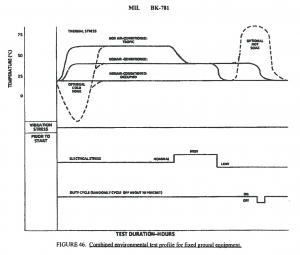
Figure 1: CERT configuration file for a Cat 1 device
1) Time
In a bathtub curve, the failure rate is plotted against the time period of the product population. Described below are the various time periods for which the failure rate of the product was tested.
- Early Failure (Infant Mortality Period)
The first period is the early failure or infant mortality period, in which defective or weakest products begin to fail. As failed products are replaced or repaired, the failure rate drops and stays the same.
- During the service life (inherent failure or constant failure rate)
During the service life, failures occur randomly. Other names for service life are periods of constant failure rate or inherent failure.
- Wear Period
After its useful life, a product begins to fail more frequently due to wear and fatigue. Due to the increased failure rate, this period is called the wear period.
Now from the customer’s point of view, early failure is unacceptable. Manufacturers should eliminate early failures as much as possible through design, redundant components, derating, etc., and ESS. As mentioned earlier, during the ESS process, the product population is subjected to higher-than-normal operating pressures, leading to early failures.
MIL-HDBK-781 specifies a continuous series of stress cycles consisting of vibration or heat or vibration and heat. Another guidance document, MIL-HDBK-2164: Environmental Stress Screening of Electronic Equipment, covers in more detail 1) specific environmental conditions, including duration, screening devices, and monitoring, and 2) the Fault Reporting and Corrective Action System (FRACA) ESS process.
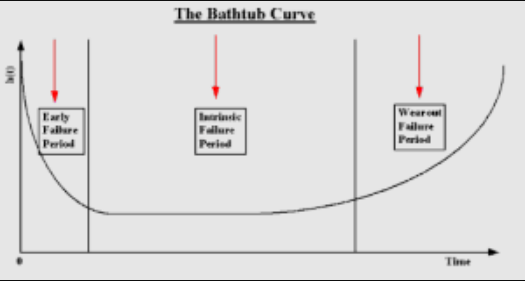
Figure 2: Bathtub Curve
5. Specific ESS time period
1) Early defect-free period
During this period, defects found are repaired and counted, but not included in product acceptance.
Vibration stress (during the pre-defect period)
After power-on, the product shall be subjected to random vibration for five minutes on the axis considered most susceptible to vibration excitation. The random vibration spectrum should be:
- 20-80 Hz, 3 dB/octave rise
- 80-350 Hz, 0.04g2/Hz
- 350-2,000 Hz at 3 Db/octave attenuation
Thermal stress (pre-defect period)
After energization, the product shall undergo a 40-hour thermal cycle. Low and high-temperature limits are defined by device specifications. Dwell times at extreme temperatures should be determined from thermal maps/surveys (average time of two sample cycles when 2/3 of the thermocouples are within 100C of maximum operating temperature). The average heating rate should be 100C per minute.
2) defect-free period
After completing the pre-defect period (a fixed duration), the product is tested again during the defect-free period and subjected to the same vibration and thermal cycling conditions described above.
- Thermal Stress (During Defect-Free Period)
When energized (running), the product will be defect-free for 40 consecutive hours under thermal cycling conditions, with a total screening time of up to 80 hours.
- Vibration Stress (during a defect-free period)
After 40 hours of defect-free thermal cycling, the product shall withstand five (5) minutes of continuous random vibration during a screening period of up to 15 minutes without failure.
NOTE: During the above ESS process, vibration and thermal cycling were not applied simultaneously but sequentially.
3) Highly Accelerated Stress Screening
ESS has developed a new process, Highly Accelerated Stress Screening (HASS). Unlike traditional ESS processes, HASS applies both temperature and vibration stresses and greater stress levels.
Because HASS puts more stress on temperature and vibration testing than traditional ESS testing, testing times are shorter and testing is more effective at detecting early failures.
NOTE: The stress levels applied to temperature and vibration during HASS are predetermined.
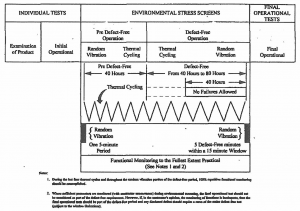
Figure 3: MIL-HDBK-2164 ESS guidance diagram
6. Conclusion
It is important to remember the time-based concept of quality when determining whether a product will perform in a particular environment. By conducting various types of tests on a product at different stages of development, it is possible to simulate the reliability of a product and observe its performance over time. Anyway, more and more manufacturers are choosing reliability testing equipment to help improve their products and reduce the risk of product development.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment